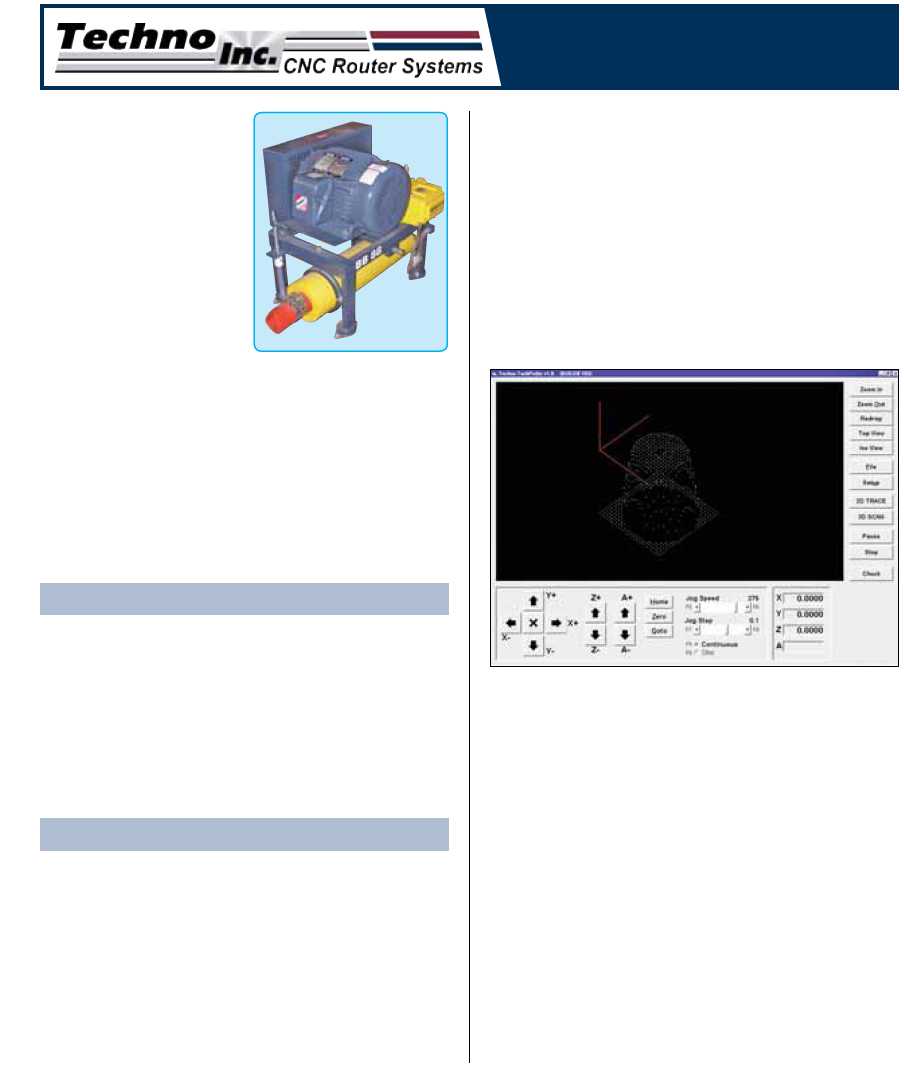
16Phone: 516-328-3970www.technocnc.comTechnical SectionWhether you manually use a digitizing arm to touch-off these points, or attach a probe or laser scanner to a 3-axis CNC machine, each procedure finishes with a graphical fi le format to manipulate and/or export. The manner in which you collect, export and use the data may differ to a greater or lesser degree, but the shared result of each system is an organized series of standard geometric entities in space.There are several geometric entities you may encounter. A laser scanner or digitizing probe can produce a point cloud representing the object’s 3D space. A point cloud or NURB is stored on your computer as an electronic fi le and then imported into standard industrial CAD/CAM software packages where it can be manipulated to generate a G-Code toolpath. Determining which digitizing system to purchase dependsas much on your application as it does on how much you want to spend. If you intend to reverse-engineer 2D geometryonly, then you can rule out the laser scanner in favor of a less expensive contact-type digitizer. If you need to perform 3D applications, then you have to weigh the type of scan (surface, material and size), accuracy requirements and timeconsiderations in order to determine the best, cost-effective system for your shop. Types of ScannersThere are basically two types of 3D scanners available, contact and noncontact. The fi rst type of scanner includes items like touch probes as well as digitizing arms. These devices collect data by physically touching the surface of the object and collecting the relative position information of the touch point. The non contact type of scanner is
generally laser-type or in some cases even ultrasonic based
scanners.TheseThe twin screws are machined to precision clearances in relation to the compression housing. The counter rotating screws cause a low pressure area in the suction port. Air is drawn in and trapped by the rotating screws and transported to the discharge end. This does result in a high decibel range of 95 to 100, and maintenance of these units includes regular oil changes (for oil pumps) and expensive repairs on switches and shut down devices.All the pumps mentioned have their place in the CNC market. The level of performance varies from one model to another and also from manufacturer to manufacturer. Regardless, maximum vacuum and efficiency is the goal. There are simple ways to increase efficient vacuum such as routing gasket around the perimeter of the vacuum table (if applicable), or seal the edges of the scavenger board. The yardstick for proper vacuum table hold-down is a system that performs at 11”Hg or higher (a specific scfm). Displacement PumpCNC AccessoriesReverse EngineeringSince CNC Routers are used to increase production in so many different industries, most CNC Router suppliers have to offer a wide variety of CNC accessories. Products that must integrate seamlessly with the router’s existing electronics, mechanics and software include: lasers, probes,rotary tables, dust collection systems and several different styles of coolant, just to name a few. The following four sections provide an overview to some of the most common CNC accessories.Reverse Engineering is the process of recreating a model from an original. The term can be applied to software, electronics and, in our particular case, to mechanical modeling. There are a number of steps involved in the process, but the fi rst is the generation of the coordinate data points that lie on the surface of the part. Several devices that can be used to generate these coordinates – laser scanner, structured light scanner, digitizing arms and touch probes, to mention just a few. Each system has its own set of advantages, but the end result for each is a point cloud of coordinates.