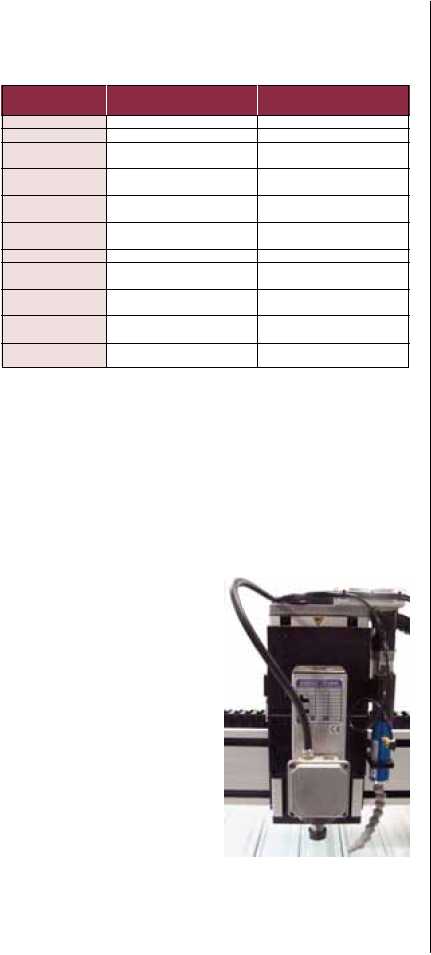
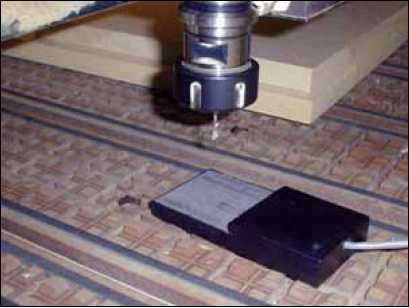
8Phone: 516-328-3970www.technocnc.comTechnical Sectionoperator intervention while the manual quick change system usually requires the operator to activate a signal to release the tool and to activate another button to reload the next tool into the spindle. The question of which spindle should be selected dependsprimarily on the applications and quantities of parts to be made.The benefit of the automatic tool change system is that a great deal of time can be saved for parts that are to be made in large quantities that also require a number of different tools. If the quantities are not so large, the manual quick change might represent an economical compromise. In the case where the quantities of the parts are small or only a small number of tools are required, there is no clear benefi t to using either a quick change or automatic tool change system.Tool Length OffsetThe main difficulty with changing tools on spindles is adjusting the length of the new tool to match the previous tool so that the software can continue at the correct height of machining. This task is no longer very time consuming. In the past, the operator would have to either carefully adjust the tool height relative to the workpiece with gauge blocks or adjust the height of the Z-axis relative to the work-piece to re-zero the Z-axis. Although this is not difficult, the task had to be performed carefully or else the second tool would not be at the correct height and the part might have a visible defect. Now, all Techno machines and many other CNC machines come with tool-length sensors and compensation software. This allows for the tool length to not only be measured but automatically compensated for in the G-Code software, with a simple and automatic process.Spindle PowerThe traditional way that the spindle power is “measured” is by the HP rating. This rating has to be carefully considered since the HP ratings generally proportional to the spindle rpm.For example, if a 3HP spindle is rated at 3HP at 18,000 rpm, it would only have 2HP at 12,000 rpm. The speed at which the rating is specified is therefore extremely important.The other aspect of spindle power that must be consideredis the nature of the power rating. The power rating on the brush type spindles is generally specified as a momentary peak rather than a continuous rating. The rating for AC spindlemotors is usually considered a continuous rating but even this might be specified as a function of duty cycle. Some spindles are rated for 100% duty cycle – able to maintain the rated power continuously, while others are rated for a 60% or 80% duty cycle. In the latter case, the expectation is that the spindle will be used to its rated power for a few minutes and then allowed to “rest” for a brief period before the next part. This duty cycle rating is associated with the required cooling of the spindle. Spindle Cooling Three common methods of spindle cooling include: fan, compressed air or liquid. There are two types of fan-cooled spindles. First is an electric fan which will blow air through the spindle body. The second is a fan blade attached to the spindle arbor. This method of air fl ow is dependent on spindle rpm. Both methods of cooling have drawbacks. BrushesNoiseService RequiredSpeed ControlPower RangeTool ChangeOptionCostTIR AccuracyVoltage RequiredCurrent Usedfor 3HPMaximum ColletsizeFeaturesYesNoisy due to the brushesBrushes need to be replaced regularlyMinimal, not precise, usually manual if availableTypically in the 0-3 HP peak rangeManual< $1,000 dollarsUsually in the .002” - .004” range120V AC typical, 220V AC single phase availableFor 3HP peak – 15A circuitrequired.5” typicalNoneRelatively QuietNone - Bearings are usually sealed and lubricatedUsually adjustable from the AC inverter that is neededFractional HP to 20HP and aboveManual or AutomaticThousands of $Usually < .002”220-440V AC, single or 3 phase220V AC single phase – 16A220V AC 3 phase – 10A1.5” and higherBrush SpindleAC Spindle